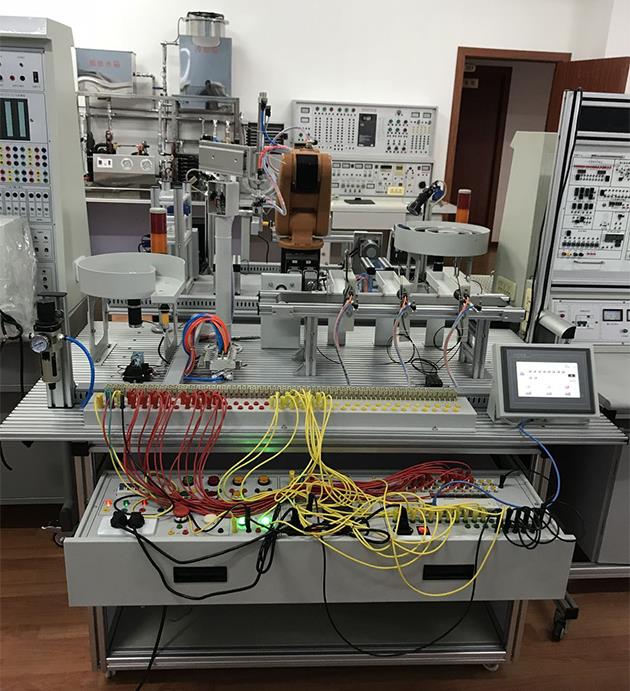
JDGJD-02光机电一体化(自动生产线)实训装置
光机电一体化(自动生产线)实训装置是一种最为典型的机电一体化产品,是为职业院校、职业教育培训机构而研制的,适合机电一体化、电气自动化等相关专业的教学和培训。它在接近工业生产制造现场基础上又针对教学及实训目的进行了专门设计,强化了机电一体化的安装与调试能力。本装置由导轨式型材实训台、机电一体化设备部件、电源模块、按钮模块、PLC模块、变频器模块、交流电机模块、步进电机及驱动器模块、模拟生产设备实训单元(包含上料机构、搬运机械手、皮带输送线、物件分拣等)和各种传感器等组成。采用开放式和拆装式结构设计,可根据现有的机械部件组装生产设备,使整个装置能够灵活的按实训教学需要组装机电一体化设备。装置采用工业标准结构设计及抽屉式模块放置架,组合方便。控制对象均采用典型机电设备部件,接近工业现场环境,满足实训教学或技能竞赛需求。
一、实训装置技术要求
1.总体结构
光机电一体化(自动生产线)实训装置在铝合金导轨式实训台上安装送料、加工、直线搬运、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服电机位置控制等技术。
自动生产线实训装置由安装在铝合金导轨式实训台上的送料单元、加工单元、直线搬运单元和分拣单元4个单元组成。
自动生产线实训装置上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的材质、气缸所处状态、机械手所处位置等多种功能。
2.各个功能模块功能要求:
(1)供料单元的基本功能
配置两套井式供料机构,可装入两种不同工件,在整个系统中,起着向系统中的其他单元交替提供原料的作用。
供料单元由支架及供料机构总成两大部分组成,实际上在支架上安装了两个机构,一个供料机构,另一个是加工冲压机构,两者共用一个支架平台。
供料机构配置有一个标准气缸,它带动推料器将井式储料器中底层工件推出到工件抓取位的位置,再由直线搬运单元的机械手将工件抓走,送到下一个单元中进行加工。
在整个供料机构中配置有两种传感器,一个是光纤传感器用于检测工件抓取位置上是否有工件,如果有,则通知直线搬运单元的机械手将工件抓走。如果没有工件,则通知供料机构的标准气缸收缩,带动推料器将储料器中最底层工件推出到工件抓取位。
另一个是光电传感器则用于检测储料器中所存储的工件数量是否少于最低工件数量要求。如果低于此数量要求,则停止工作,报警指示灯报警,通知尽快向储料器中加入工件。
一个储料器最大存储工件数量为:8个,供料机构总计可以存储16个工件。两个储料器分别存放金属工件和塑料工件。
(2)加工单元的基本功能
该单元主要由一台模拟冲压机及相应的传感器组成,其功能是完成对工件的冲压加工工作,当搬运单元上的机械手将工件放入冲压机加工位后,传感器检测到加工位有工件,就通知冲压机上的导杆气缸动作,带动冲模对工件进行冲压。搬运单元上的机械手再将加工好的工件送入下一个单元。
(3)分拣单元的基本功能:完成将上一单元送来的已加工的工件进行分拣,把不同材料的工件推到不同的滑道成品储存器中。
(4)直线搬运单元的基本功能:
该单元由直线搬运机器人、电磁阀总成及伺服驱动器三部分组成。主要工作是将供料单元给出的工件搬运到机械加工单元上进行冲压加工,然后再将加工好的工件搬运到物料分拣单元进行相应的处理。
1)直线搬运总成:由直线执行器及搬运机械手组成,由三种气缸组成的机械手负责工件的抓取及摆放。直线执行器负责带动机械手精确移动,从而实现将工件在各单元之间的精确搬运。
直线执行器采用松下伺服电机进行驱动,高精度滚珠丝杆进行传动,高精度滚珠导轨进行导向,实现高精度定位控制。采用光电传感器对直线执行器滑块进行两端限位和复位。在机械手的手指上安装有光纤传感器,用以检测机械手指上是否抓到了工件。
2)3位电磁阀总成服务于机械手上的三个气缸,伺服驱动器则与伺服电机配套,实现对机构的精确控制。
(5)供电电源系统的特点:外部供电电源为单相三线制AC 220V。总电源开关选用DZ47LE-32/16型漏电开关。通过端子排向各个系统供电。此外,系统配置1台DC24V6A开关稳压电源用作各单元的直流电源。
(6)自动生产线实训装置控制系统的特点:系统分为单机和全线两种工作模式,单机工作模式为工作一周期后自动停止工作,全线工作模式为多周期工作,直到有停止信号后才停止工作,两种工作模式的切换方式为按钮盒上的选择按钮,切换工作方式必须在停止情况下切换才能有效。
3.要求可完成的实训项目
自动生产线实训装置用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:
(1)有机融合了机械技术(包括气动技术)、传感器技术、交流电动机变频调速和伺服电机驱动控制、触摸屏技术、PLC控制及通信网络等技术,体现现代制造业生产过程的特征。
1)供料单元的安装与调试的实训;
2) 加工单元的安装与调试的实训;
3) 分拣单元的安装与调试的实训;
4) 输送单元的安装与调试的实训;
5)自动生产线控制的安装与调试的实训;
(2)用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:
符合循序渐进的教学规律
1)气动系统的安装与调试项目:
选用该装备配置的气动执行元件和单控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:
a.气动方向控制回路的安装;
b.气动速度控制回路的安装;
c.气动顺序控制回路的安装;
d.气动机械手装置的安装;
e.气动系统安装与调试;
f.气动综合系统的设计与安装;
2)电气控制电路的安装和PLC程序编写项目:
选用该装置配置的PLC、变频器和伺服驱动器、传感器等,可完成下列PLC应用技术工作任务:
a.三相电动机正反转控制电路的连接与控制程序编写;
b.三相电动机控制电路的连接与控制程序编写;
c.电动机调速控制电路的连接与控制程序编写;
d.变频器模拟量控制的连接与控制程序编写;
e.用定位模块来控制伺服电机的技术;
f.伺服电机控制电路的连接与参数设置;
g.PLC控制网络控制技术;
h.气动方向控制程序编写;
i.气动顺序动作控制程序编写;
j.气动机械手控制程序编写;
k.皮带输送机控制程序编写;
l.机电一体化设备控制程序编写;
m.自动生产线控制程序编写。
3)机电设备安装与调试项目
选用该装置配置的机电一体化设备部件、PLC、变频器和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
a.传动装置同轴度的调整;
b. 供料单元的机械安装与调整;
c. 加工单元的机械安装与调整;
d. 分拣单元的机械安装与调整;
e.输送单元的机械安装与调试;
f.自动生产线设备安装与调试。
(3)可考察的职业能力:
1)机械构件的装配与调整能力;
2)机电设备的安装与调试能力;
3)电路安装能力;
4)气动系统的安装与调试能力;
5)变频器在自动生产线的使用能力;
6)伺服电机在自动生产线的使用能力;
7)PLC模拟量控制在自动生产线的使用能力;
8)机电一体化设备的控制程序的编写能力;
9)自动控制系统的安装与调试能力;
10)人机界面、组态技术的编程与调试能力。