JDJXZT-2型机械装配技能综合实训平台
一、机械装配技能综合实训平台概述
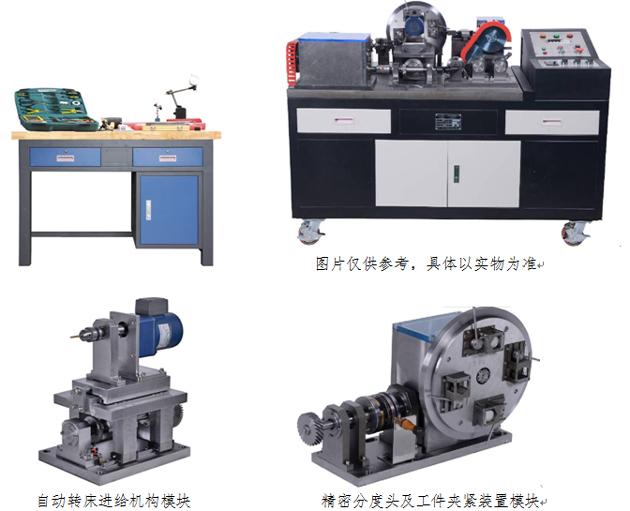
机械装配技能综合实训平台依据机械类、机电类中等职业学校相关专业教学标准,紧密结合行业和企业需求而设计,该平台操作技能对接国家职业标准,贴合企业实际岗位能力要求,如《机械设备安装工国家职业标准》、《机修钳工》、《组合机床操作工国家职业标准》;平台可以工业现场的典型任务为实践项目,以实现项目式教学,便于学生在“做中学、学中做”,具有可操作性和实用性。通过完成机械设备识图与装配工艺的编写,零部件装配及调整,组合机床、典型机床及机床部件的装配与调整,装配质量检验和设备的调试、运行与试加工等技能,提高学生综合职业能力,对中职加工制造类专业机械装配实训室建设起到示范和引领作用。自动转床进给机构模块 精密分度头及工件夹紧装置模块。
二、产品特点
1、产品依据相关国家职业标准、行业标准职业及岗位的技能要求,结合机械装配技术领域的特点,能让学生在较为真实的环境中进行训练,以锻炼学生的职业能力,提高职业素养。
2、以实际工作任务为载体,根据机械设备的装配过程及加工过程中的特点划分工作实施过程,分部件装配及调整、整机装配及调整、试加工等职业实践活动,着重培养学生机械装配技术所需的综合能力。
三、技术性能
1、输入电源:三相四线(或三相五线)~380V±10% 50Hz
2、平台容量:<0.5kVA
3、工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃) 海拔<4000m
4、微型异步电机:电压380V,功率60W
5、交流减速电机2台:1台额定功率 90W,减速比 1:25 1台额定功率 40W,减速比 1:3
6、外形尺寸:1500mm×700mm×1175mm(实训台)、900mm×600mm×750mm(操作台)
7、安全保护:具电流型漏电保护,安全符合国家标准
四、系统组成与功能
装置示意图
本装置可实现纯机械式自动加工功能,有变速动力箱给设备提供两路传动动力,一路动力通过电磁离合器的开合控制精密分度头的四分度,在精密分度头的工作台上安装四个偏心轮夹紧夹具,在分度头分度过程中工件自动送料,由偏心轮夹紧方式的夹具使工件夹紧,加工完的工件通过凸轮旋柄档杆使偏心轮夹紧夹具松开把工件落到料盘里;一路通过弹性联轴器连接锥齿轮轴,锥齿轮分配器又分为两路传动,一路由锥齿轮、圆柱凸轮带动自动钻床实现进给、退刀功能;圆柱凸轮轴上安装由可调的盘型凸轮、限位开关装置,可控制电磁离合器的电路信号,使分度头与自动钻床、自动打标机配合动作;另一路由双万向联轴器、齿轮齿条连杆机构控制自动打标机的圆锥滚子离合器,自动打标机由三相异步电机带动曲轴实现钢印敲打的功能。本装置主要由实训台、变速动力箱、精密分度头、工件夹紧装置、自动钻床进给机构、自动打标机、联轴器、电磁离合器、齿轮齿条连杆机构、装配及检测工具等部分组成。
1、变速动力箱模块:有动力源提供动力,实现速度变速后,使动力由两路输出功能。主要由四根轴组成的箱体结构,一根输入轴,一根传动轴和两根输出轴,两根输出轴成90°夹角,可完成一轴输入两轴变速输出功能。可完成变速动力箱的装配工艺及精度检测实训。
2、精密分度头模块:主要由蜗轮蜗杆、箱体、圆锥轴承、卸荷式装置、工作台面等组成,采用工业用万能分度头的结构,通过电磁离合器的配合可实现对工作台进行四分度。可完成精密分度头的装配工艺及精度检测实训。
3、工件夹紧装置模块:由四个偏心轮夹紧夹具组成,四个夹紧装置成90°分布安装在精密分度头的工作台面上,可实现工件的夹紧定位。可完成工件夹紧装置的装配工艺及精度检测实训。
4、自动钻床进给机构模块:可带动自动钻床实现进给、退刀等功能。主要由自动钻床动力电机、圆柱凸轮机构、燕尾槽滑动板、调节丝杆机构、轴承座、直线导轨副、锥齿轮机构等组成。可完成圆柱凸轮机构、燕尾槽滑动机构、直线导轨副等的装配工艺及精度检测实训。
5、自动打标机模块:主要由曲轴、轴瓦、圆锥滚子离合器、导向装置、打击头、夹手、箱体、动力电机、轴承等组成,可对工件进行自动打标,打标头可以自由更换。可完成自动打标机的装配工艺及精度检测实训。
6、联轴器模块:主要由弹性连接联轴器、硬连接联轴器、十字万向联轴器等组成。可完成联轴器的装配工艺及精度检测实训。
7、凸轮控制式电磁离合器模块: 主要由电磁离合器总成,电磁离合器联接法兰、盘型凸轮、限位开关、传动轴、轴承座、轴承、斜齿轮传动等组成。可完成凸轮控制式电磁离合器的装配工艺、精度调整、检测以及盘型凸轮与电磁离合器的动作配合等实训。
8、齿轮齿条连杆机构模块:由曲柄、连杆、齿轮、齿条、轴承座、轴承、轴等组成,通过调整齿轮齿条连杆机构的配合来控制自动打标机圆锥滚子离合器的开合。可完成齿轮齿条连杆机构的装配工艺及精度检测实训。
9、装配及检测工具:配置常用的装配工具和检测工具,通过工量具的应用,掌握工量具操作规范。
五、基本配置
序号
名称
型号及规格
数量
1
实训台
实训台外形尺寸:1500mm×700mm×1175mm;全钢结构,桌子下方带储存柜,柜子上方和右侧带2个抽屉;底部安装有4只万向轮,方便移动和布局。
铸铁平板:1100mm×700mm×40mm;
电气控制模块:400mm×700mm。
1台
2
电气控制模块
设在实训台右边,控制面板包括总电源控制及保护、电源指示灯、操作说明、调速器、仪器仪表等。可控制整个实训平台的动力源部分。
1台
3
变速动力箱
主要配置由:箱体、传动轴、圆柱齿轮、圆锥齿轮、轴承、键、端盖、支座等。
1套
4
联轴器
主要配置由:弹性连接联轴器、硬连接联轴器、万向节、键、轴、轴承、支座、端盖等。
1套
5
凸轮控制式电磁离合器
主要配置由:盘型凸轮、盘型凸轮调节机构、限位开关、电磁离合器总成、传动轴、斜齿轮、键、轴、轴承、支座、端盖等。
1套
6
精密分度头
主要配置由:箱体、蜗轮、蜗杆、轴承座、轴承、蜗杆轴、工作台、卸荷式装置、间隔套、键、卡簧、端盖等。
1套
7
工件夹紧装置
主要配置由:偏心轮、夹具底座、压板、定位销、弹簧、凸轮手柄、凸轮手柄档杆等。
1套
8
自动钻床进给机构
主要配置由:圆柱凸轮机构、轴承座、直线导轨副、锥齿轮机构、燕尾槽滑动板、丝杆调节机构、支架、轴、端盖、键等。
1套
9
自动打标机
主要配置由:曲轴、轴瓦、圆锥滚子离合器、导向装置、打击头、夹手、箱体、轴承、支座、端盖等。
1套
10
齿轮齿条连杆机构
主要配置由:齿轮、齿条、曲柄、连杆、轴承座、轴承、连杆调节机构等。
1套
11
配件
使用说明书、备用螺丝、调节手柄、防锈油、零件盒及清洗油槽等。
1套
3.工具、量具配置
序号
名称
型号及规格
数量
(1)
台虎钳
150
1台
(2)
划线平板
300×300
1块
(3)
手抢钻
GBM350RE 601 13A 743
1个
(4)
紫铜棒
一头Φ18一头Φ14×250mm和φ30各1根
2根
(5)
外卡簧钳
直嘴7寸、弯嘴7寸
各1把
(6)
绞杠
M3~M12(1/16〞~1/2〞)
1把
(7)
扳手
呆扳手14-17,开口梅花组合扳手7、17,内六角扳手,活动扳手150mm、250mm,圆螺母扳手M14、M16、M27
各1把
(8)
拉马
150
1个
(9)
榔头
铁榔头(1.5磅),橡皮榔头
各1把
(10)
轴承拆装套筒
6件套
1套
(11)
卡尺
游标卡尺:0~300mm,深度游标卡尺:0~200mm
1把
(12)
百分表
杠杆式百分表:测量范围:0~0.8mm, 分度值:0.01mm;百分表:测量范围0~10mm
1套
(13)
磁性表座
大、小各1个
2个
(14)
通芯一字螺丝刀
10〞
1把
(15)
千分尺
测量范围:0~25mm
1把
(16)
塞尺
测量范围:0.02~1.00mm
1把
(17)
角尺
1把
(18)
钢直尺
500mm
1把
六、实训项目
项目一、联轴器模块的装配与调整根据装配图及装配工艺要求,进行弹性连接联轴器、硬连接联轴器、十字万向联轴器等的装配与调整。
项目二、齿轮齿条连杆机构模块的装配与调整根据装配图及装配工艺要求,进行齿轮、齿条、连杆等机构的装配与调整。
项目三、凸轮控制式电磁离合器的装配与调整根据装配图及装配工艺要求,完成凸轮、凸轮控制系统、电磁离合器等的装配与调整。
项目四、精密分度头模块的装配与调整根据装配图及装配工艺要求,完成蜗轮蜗杆、箱体、工作台等的装配与调整。
项目五、工件夹紧装置模块的装配与调整根据装配图及装配工艺要求,进行偏心轮夹紧装置的装配与调整。
项目六、变速动力箱模块的装配与调整根据装配图及装配工艺要求,进行变速动力箱的装配与调整。
项目七、自动钻床进给机构模块的装配与调整根据装配图及装配工艺要求,进行直线导轨副、圆柱凸轮、燕尾槽机构、丝杆等的装配与调整。
项目八、自动打标机模块的装配与调整根据装配图及装配工艺要求,进行曲轴、轴瓦、轴承、导向装置、打击头等的装配与调整。
项目九、机械部件的整机装配与精度调整根据机械设备的功能要求,将各部件按照装配要求和装配精度,完成整机装配,并达到精度检测。
项目十、机械设备的调试、运行及试加工调试运行机械设备,达到规定的工作要求和技术要求,并进行机械设备的试加工。